Лиття під тиском
Процес лиття під тиском полягає в пресуванні розплавленого металу в прес-форму під високим тиском для формування різних складних форм деталей дверної фурнітури. Цей процес потрібно завершити за дуже короткий час, щоб запобігти охолодженню та затвердінню металу. Після введення рідкого металу в форму його потрібно охолодити і затвердіти. Процес охолодження зазвичай завершується від кількох секунд до кількох хвилин, залежно від розміру та форми деталі. Після охолодження деталь буде витягнута з форми та оброблена пізніше.

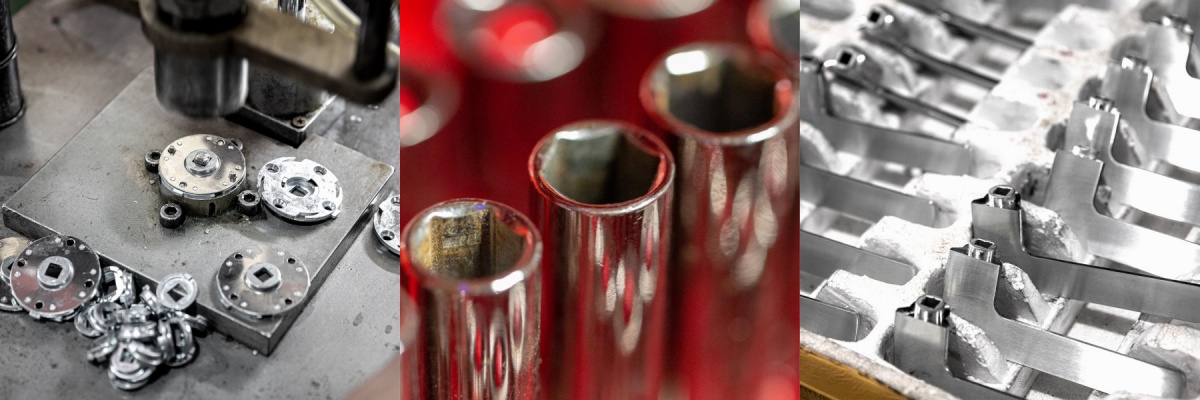
Механічна обробка
Видалені заготовки та лиття під тиском зазвичай потребують певних процедур постобробки, таких як видалення задирок, обробка поверхні, механічна обробка (свердління, нарізування мітчиків) тощо. Ці процедури можуть покращити якість поверхні та точність розмірів деталей, щоб відповідати вимогам конструкції.
ЧПК (комп'ютерне числове керування)
У процесі ЧПК використовуються комп’ютерні програми для керування рухом і роботою верстатів і можуть ефективно й точно виконувати різні завдання з різання, фрезерування, токарної обробки, свердління та інших завдань обробки деталей дверної фурнітури.
Верстати з ЧПК можуть працювати безперервно без втручання людини, що значно підвищує ефективність виробництва. Час обробки складних деталей значно скорочується, а виробничий цикл значно скорочується.
Змінюючи програми та інструменти, верстати з ЧПК можуть швидко адаптуватися до потреб обробки різних деталей. Ця гнучкість робить процес ЧПК придатним для дрібносерійних, індивідуальних моделей виробництва.

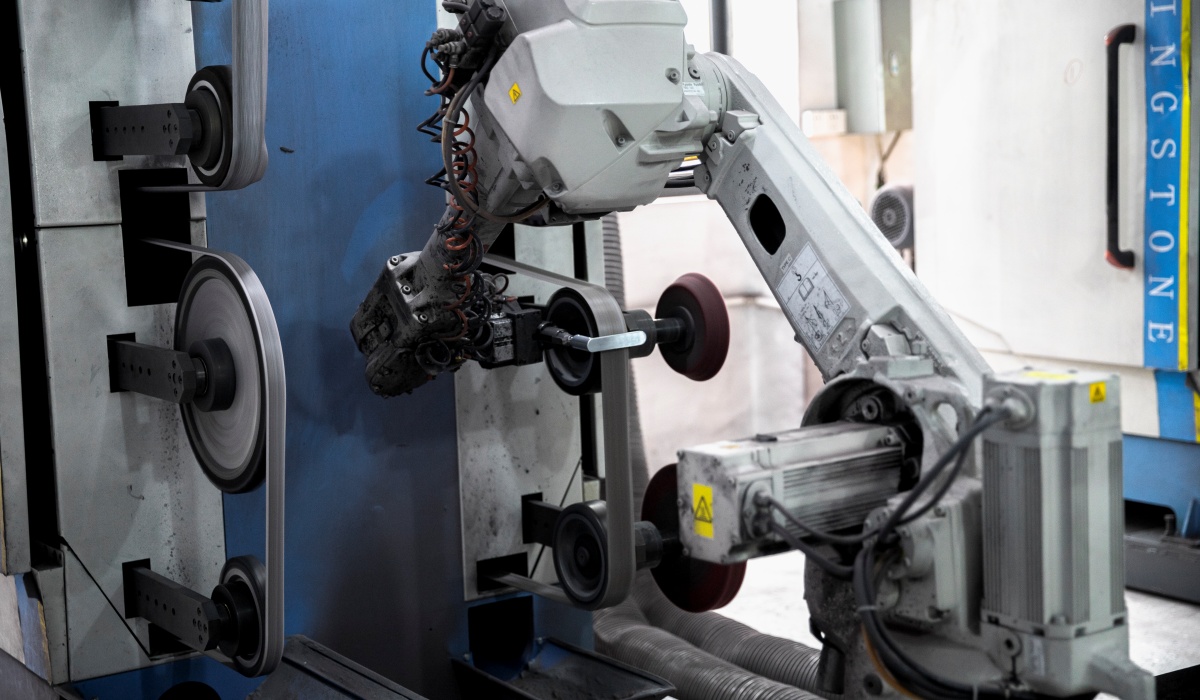
Полірування
Полірування завжди важлива. У нас є власний полірувальний завод із близько 15 досвідчених працівників. Перш за все, ми використовуємо грубі (велике абразивне зерно) абразивні стрічки для полірування «спалахів» і «відбитків». По-друге, ми використовуємо тонкі (дрібне абразивне зерно) абразивні стрічки для полірування форм. Нарешті ми використовуємо ватний диск для полірування глянцевої поверхні. Таким чином, гальванічне покриття не матиме бульбашок повітря та хвиль.

Процес обробки поверхні: гальванічне покриття/розпилення/анодування
Після того, як забруднення на поверхні фурнітури оброблені, настає час додати колір. Цей процес називається «гальванічним покриттям», а продукт, який пройшов цей процес, називається гальванічним покриттям.
Збірка
Комбінація ручки та основи: з’єднайте ручку та основу за допомогою гвинтів або пряжок і переконайтеся, що з’єднання між кожною частиною міцне та не ослаблене.
Функціональна перевірка: після складання виконайте функціональну перевірку дверної ручки, щоб переконатися, що обертання, перемикач та інші операції плавні та немає заїдань.
